
- 工业滤水器系列
- 精密过滤器,精密激光打孔过滤器
- 篮式过滤器,快开盲板过滤器
- 立式除污器|卧式直通除污器
- 工业滤水器,电动过滤器
- 电动过滤器,全自动滤水器
- 除氧器系列
- 真空除氧器,真空除氧装置
- 旋膜式除氧器|热力除氧器
- 常温式除氧器,过滤式除氧器
- 海绵铁除氧器,全自动海绵铁除氧器
- 除氧器水封,除氧器溢流水封装置
- 除氧器蒸汽回收装置
- 三位一体真空电化学除氧器
- 解析除氧器(不锈钢)
- 大气式喷雾除氧器
- 胶球清洗系列
- 胶球清洗装置,收球网
- 凝汽器清洁专用胶球
- 胶球清洗装置,二次滤网
- 胶球清洗系统,凝汽器管道清洗
- 胶球清洗装置,胶球泵
- 中央空调清洗装置,胶球清洗系统
- 胶球清洗装置,分汇器
- 凝汽器胶球清洗装置
- 冷凝器自动在线胶球清洗装置
- 胶球清洗,装球室
- 锅炉消声器系列
- 柴油发电机消音器,柴油机排气消声
- 不锈钢小孔消音器,小孔喷注消声器
- 真空泵排气消音器,真空泵消声器
- 吹管消音器,锅炉吹扫消音器
- 风机消音器,锅炉风机消声器
- 锅炉消声器|蒸汽消声器
- 锅炉排气消音器,安全阀消音器
- 加药装置系列
- 锅炉加药装置|磷酸盐加药装置
- 汽液两相流疏水器
- 汽液两相流液位控制器|疏水器
- 高加蒸汽自动疏水阀
- 汽液两相流疏水器
- 射水抽气器系列
- 射水抽气器|多通道射水抽气器
- 射水抽气器逆止阀
- 冷油器系列
- 管式冷油器说明及技术改造
- 冷油器,油冷却器
- 真空滤油机
- 真空滤油机,双级真空滤油机
- 流体装卸鹤管设备
- 汽车鹤管
- 火车鹤管
- 底部鹤管
- 顶部鹤管
- 液化气(装卸车鹤管)
- AL2543液氨鹤管
- 鹤管生产现场
- 液体装卸低温鹤管
- 陆用流体装卸鹤管
- 锅炉取样器
- 飞灰取样器
- 煤粉取样器
- 取样冷却器

锅炉消音器|锅炉消声器安装用途
锅炉消音器|锅炉消声器压力温度材质
蒸汽消音器|蒸汽消声器厂家
蒸汽消音器|蒸汽消声器结构特点
蒸汽消音器|蒸汽消声器工作原理
安全阀消音器|安全阀消声器厂家
风机消音器|风机消声器安装用途
柴油机消音器|柴油机消声器结构特点
柴油机消音器|柴油机消声器工作原理
真空泵消音器|真空泵消声器压力温度材质
管道消音器|管道消声器厂家安装用途
管道消音器|管道消声器压力温度材质
小孔消音器|小孔消声器结构特点
小孔消音器|小孔消声器工作原理
排气消音器|排气消声器厂家安装用途
排气消音器|排气消声器工作原理
放散消音器|放散消声器安装用途
放散消音器|放散消声器结构特点
吹管消音器|吹管消声器工作原理
吹管消音器|吹管消声器压力温度材质
旋膜式除氧器厂家工作原理安装用途结构特点
真空除氧器厂家工作原理安装用途结构特点
热力除氧器厂家工作原理安装用途结构特点
三位一体真空电化学除氧器工作原理
解析除氧器厂家工作原理安装用途结构特点
全自动滤水器厂家工作原理安装用途结构特点
电动滤水器厂家工作原理安装用途结构特点
手动滤水器厂家工作原理安装用途结构特点
工业滤水器厂家工作原理安装用途结构特点
反冲洗滤水器厂家工作原理安装用途结构特点
二次滤网厂家工作原理安装用途结构特点
全自动除污器厂家工作原理安装用途结构特点
电动排污过滤器安装用途结构特点
胶球清洗装置厂家工作原理安装用途结构特点
凝汽器胶球清洗装置工作原理安装用途
冷凝器自动在线清洗装置厂家结构特点
海绵胶球厂家使用用途 剥皮胶球使用特点
金刚砂胶球清洗原理 胶球泵厂家型号选择
取样冷却器厂家工作原理安装用途结构特点
煤粉取样器厂家工作原理安装用途结构特点
飞灰取样器厂家工作原理安装用途结构特点
列管式冷油器厂家工作原理安装用途结构特点
射水抽气器厂家工作原理安装用途结构特点
汽液两相流疏水器厂家工作原理安装用途结构特点

真空除氧器安装在电站锅炉除氧器角焊缝检测中的应用?介绍了检测在电站锅炉真空除氧器角焊缝检测中的良好应用,现场检测中,在提高检测质量和速度的前提下,利用科学的工艺,规范的操作,对产品进行客观的公正的评价,文章通过实际的工作结果与结论来简单阐述下。
电站锅炉压力容器、压力管道的检测过程中,磁粉检测应用非常广泛。在实际工作过程中,磁粉检测主要用于锅炉铁磁性集箱、汽包、主蒸汽管、再热蒸汽管、给水管上的管座角焊缝、纵横焊缝、弯头外弧面的表面检测和检查;以及除氧器、高压加热器、低压加热器等容器的进出水管、进出汽管座角焊缝和筒体焊缝的表面检测等,还包括一些承重结构件焊缝的表面检测,如锅炉大板梁焊缝等。
通过磁粉检测方法检查出所检部位表面与近表面缺陷,特别是危险性比较大的裂纹缺陷等,使缺陷得以及时消除,避免了隐藏事故的发生,确保了电站机组的安全运行。
以参与的高资电厂2#机组大修MT检测过程中遇到的真空除氧器MT检测事例,以及缺陷解决情况总结如下:真空除氧器情况:440tvh高压真空除氧器,规格为中2500×20mm,高约6177mm,总重约13300kg,结构形式:立式,工作介质:水和过热蒸汽,设计压力0.93MPa,设计温度540℃,筒体材质为20R,进汽管φ273×16,材质20#,套管材质20R。磁粉检测时,采用检测标准为JB/T4730-2005,验收合格等级为I级,并根据标准要求编制严格的工艺规范和操作程序,通过安全技术交底后进行实施。发现筒体内部靠角焊缝处存在多处龟裂,其中长的一条裂纹发展在角焊缝和筒体的交界线,长约110mm裂纹,且裂纹集中在筒体内壁的左下侧焊缝和近焊缝40mm的筒体区域处。具体情况见图1。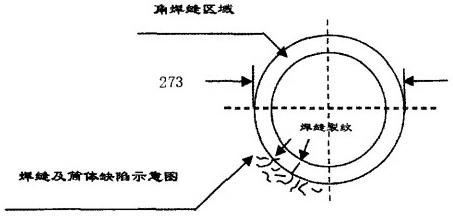
图1真空除氧器筒体内部三抽角焊缝和筒体检测范围和裂纹分布示意图针对上述缺陷,建议委托方采取挖补处理,过程中我们检测人员全程跟踪,出现问题及时处理。经委托方安排相关人员进行了焊缝和母材上的裂纹消除,并经确认直至缺陷消除。对强度不满足使用状况的区域还进行补焊处理,补焊完备后,按同样的方法再进行一次磁粉检测,未发现裂纹等缺陷。
1检测方法
(1)由于真空除氧器内光线暗淡,工作人员应注意观察检测区域工作环境,防止摔倒等意外发生;
(2)注意用电安全;
(3)使用黑光等时,人眼应避免直接注视黑光灯源,防止造成眼球损伤;
(4)不得携带任何检测用品以外物品进入容器,带入物品有登记,带入带出不能有遗落,检测时真空除氧器外应有人监护;
(5)工作人员戴好防护手套和口罩,尽量避免磁悬液直接与皮肤接触。在电站锅炉真空除氧器角焊缝检测中,MT检测比起RT检测和UT检测来的更适用和便捷,工艺的简单性和可操作性都优越于RT检测和UT检测,特别是对于在用真空除氧器的检测,MT检测更是友它的优越发挥空间。
依据标准JB/T4730-2005《承压设损检测》,要求如下:不允许任何裂纹;(2)不允许任何线性缺陷磁痕;(3)圆形缺陷(评定框尺寸35mmx100mm),长径d≤1.5,且在评定框内不大于1个。